��ҳ > ��Ѷ
2019-09-26 08:23
��Դ����������
�����������������������ϣ�ϳ���棬���ݣ��������ȣ��ȴ�������ֱ����ף�������ĥ��������ĥ����Ʒ���飬��Ʒ��װ��
һѡ�����
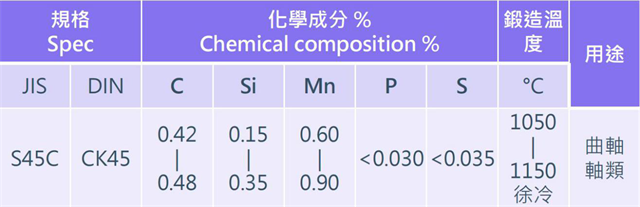
��̼䓸������Z���քe��
�ձ�JISҎ��S45C
����SAEҎ��1045��̼�,
��DINҎ��CK45
�˻�
�˻��Ǟ���ܛ��䓲ġ��{���Y���M����ȥ���Ȳ�������������܈�ӹ��������Եğ�̎��������
����ʹ��Ŀ�ģ��˻֞���ȫ�˻����˻�ȥ�����˻����g�˻��
���g�˻�
����ʹ��һ������ļӹ������M�У���܈�����;�Ќ�׃Ӳ������ܛ��̎�����˻�ӹ���
S45C(�Cе�Y������܈̼���)190~230HB
�{�|
�{�|�Ǵ���c�ػ�(�ߜ�)̎����Y�ϡ��{��䓵�Ӳ��/����/ �z�Եğ�̎�����{�|̎����IJ���Ӳ�Ȟ�һ��Cе�ӹ�������Ӳ�� һ���{�|Ӳ�����±�ʾ:
S45C(�Cе�Y����̼���)200~230HB
SCM440(�Cе�Y���úϽ��)200~230HB
���������
��ԭ�����زģ��ӹ����҂�Ҫ���⏽�ߴ缰�Π���ó��͵��ߣ����˜ʵ��X�༰�X�����L�X�ӹ���
�������
�ݾ�Ƚϱ�
�ġ���������
�����L���Ǟ���ÿ֧�X�l���L�ȶ���һ�£���ӕr��형������Ӻτ�����ÿ�N�X��������ӕr�����в�ͬ���P϶���g϶̫С�X�l�M�b�r����֣��g϶�^���X�͕������������Ҳ����^��
���˴_�����X�͵��g϶�����m�У����u���^�����҂��ú�Ҏ��z�ÿ֧�X�l���g϶��
�塢�ȴ������L��(�ַQ���l���)
���L���nj���̼����0.30%���ϵ�䓲�ͨ�^�Б��ӟᣬʹ���ϱ���׃Ӳ�Ĵ���̎�������^���L����̎�����X�l�����X�漰�X픿��Եõ���Ӳ�ȡ�
����M8�X�l����X�߱��^�L���X�����еò���Ӳ���Ŀ����ԣ����ԟ�̎����ʽ�Ğ����L��(�ַQ���l���)������M8���X��һ�Xһ�X�ӹ����_������C̨���Ӷ����X��
���L����̎������Ҫ�����͜ػػ�̎����Ŀ�������ϵ�Ӳ�Ƚ��͡������g�ԡ�
S45C & SCM440�ĸ��L��Ӳ�ȼ�Ӳ������ȣ���������
���Ӳ��45~50HRC
��ЧӲ������� 1~1.5mm
������ֱ
��̎�����X�lһ��������׃�Σ�������ֱ�IJ��E������׃�ε��X�l����ƽ�����������m�ӹ���
�ߡ����
荿׳�����춟�̎���ᣬ�Ǟ��˷�ֹ�������׃�Σ��Լ���ֱ�r������λ�������ѡ�
��λ�N�Ŀ༰��һ��Ҫ�F�䣬��Ȼ�o�����R����λ�N��������Ҫ�X�l�ܸ��ι̵���춙C���ϡ�
�ˡ�������ĥ
��춸��L����̎��(���l���)�a����׃������һ����r���X�l�ľ��ȕ��½�������������ĥ�����Ʊ������׃�����ȣ�Ҳ�����X����ĥ�r�Ђ������ʵĻ��A�п��档
�š�������ĥ
�X�l������ĥ�ᣬ����ֲڶȽ��ͣ�ƽ�жȸ���ֱ��Ҳ�������ʡ�
�]�н��^���L����̎��(���l���)���X�l�X�揊�ȵ͡� ͨ�^���̎�����X�l���X�揊�ȿ�����s3��5�����ң���������̎��r�Ĝض�Ӱ푣��X�l���X�澫���½�����������
���̎���ጦ�X������ĥ�ӹ����Ը��Ɵ�̎�����Ⱥ��X��ֲڶȣ��u����߾��ȡ��ߏ��ȵ��X�l��
�X�潛�^��ĥ�ӹ��ᡢ�X��ֲڶȽ��ͣ��X�l�ď�����ߡ�
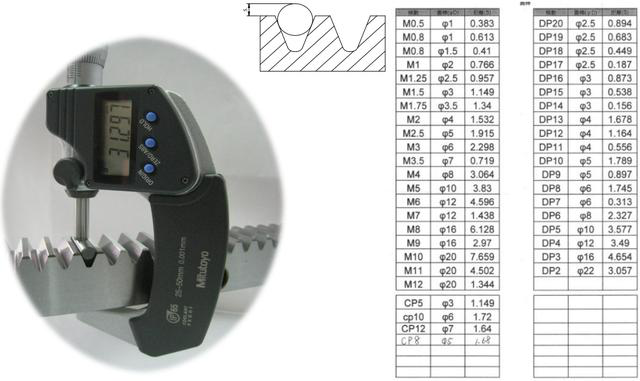
ʮ����Ʒ����
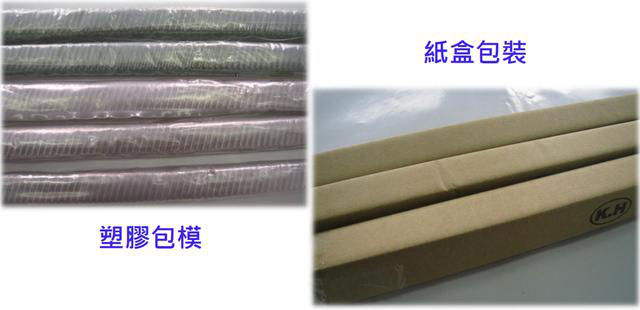
ʮһ����Ʒ��װ
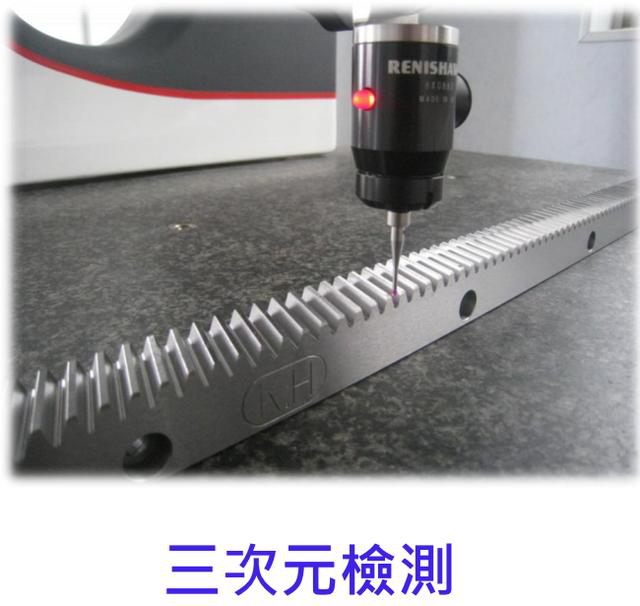
���˽����������������������������ϵ
�人���人��˼ά�˿Ƽ�����˾
�绰��17364077822��ͬ�ţ�
QQ��2049125942
��˾��վ��http://www.think-tst.com/